 Română
Română English
English Español
Español Português
Português русский
русский français
français 日本語
日本語 Deutsch
Deutsch Tiếng Việt
Tiếng Việt Italiano
Italiano Nederlands
Nederlands ไทย
ไทย Polski
Polski 한국어
한국어 Svenska
Svenska magyar
magyar Malay
Malay বাংলা
বাংলা Dansk
Dansk Suomi
Suomi हिन्दी
हिन्दी Pilipino
Pilipino Türk
Türk Gaeilge
Gaeilge عربى
عربى Indonesia
Indonesia norsk
norsk اردو
اردو čeština
čeština Ελληνικά
Ελληνικά Українська
Українська Javanese
Javanese فارسی
فارسی தமிழ்
தமிழ் తెలుగు
తెలుగు नेपाली
नेपाली Burmese
Burmese български
български ລາວ
ລາວ Latine
Latine Қазақ
Қазақ Euskal
Euskal Azərbaycan
Azərbaycan slovenský
slovenský Македонски
Македонски Lietuvos
Lietuvos Eesti Keel
Eesti Keel Slovenski
Slovenski मराठी
मराठी Српски
Српски 简体中文
简体中文 Esperanto
Esperanto Afrikaans
Afrikaans Català
Català עִברִית
עִברִית Cymraeg
Cymraeg Galego
Galego 繁体中文
繁体中文 Latvietis
Latvietis icelandic
icelandic יידיש
יידיש Беларус
Беларус Hrvatski
Hrvatski Kreyòl ayisyen
Kreyòl ayisyen Shqiptar
Shqiptar Malti
Malti lugha ya Kiswahili
lugha ya Kiswahili አማርኛ
አማርኛ Bosanski
Bosanski Frysk
Frysk ជនជាតិខ្មែរ
ជនជាតិខ្មែរ ქართული
ქართული ગુજરાતી
ગુજરાતી Hausa
Hausa Кыргыз тили
Кыргыз тили ಕನ್ನಡ
ಕನ್ನಡ Corsa
Corsa Kurdî
Kurdî മലയാളം
മലയാളം Maori
Maori Монгол хэл
Монгол хэл Hmong
Hmong IsiXhosa
IsiXhosa Zulu
Zulu Punjabi
Punjabi پښتو
پښتو Chichewa
Chichewa Samoa
Samoa Sesotho
Sesotho සිංහල
සිංහල Gàidhlig
Gàidhlig Cebuano
Cebuano Somali
Somali Точик
Точик O'zbek
O'zbek Hawaiian
Hawaiian سنڌي
سنڌي Shinra
Shinra հայերեն
հայերեն Igbo
Igbo Sundanese
Sundanese Lëtzebuergesch
Lëtzebuergesch Malagasy
Malagasy Yoruba
Yoruba














Astăzi, vom discuta despre cum să alegem grosimea și să proiectăm deschiderile atunci când folosim șabloane SMT.
Selectarea grosimii șablonului SMT și a designului deschiderii
Controlul cantității de pastă de lipit în timpul procesului de imprimare SMT este unul dintre factorii critici în controlul calității procesului SMT. Cantitatea de pastă de lipit este direct legată de grosimea șablonului de șablon și de forma și dimensiunea deschiderilor (viteza racletei și presiunea aplicată au, de asemenea, un anumit impact); grosimea șablonului determină grosimea modelului de pastă de lipit (care sunt în esență aceleași). Prin urmare, după selectarea grosimii șablonului, puteți compensa cerințele diferite de pastă de lipit ale diferitelor componente, modificând în mod corespunzător dimensiunea deschiderii.
Alegerea grosimii șablonului trebuie determinată în funcție de densitatea de ansamblu a plăcii de circuit imprimat, de dimensiunea componentelor și de distanța dintre pini (sau bile de lipit). În general, componentele cu tampoane și distanțe mai mari necesită mai multă pastă de lipit și, prin urmare, un șablon mai gros; dimpotrivă, componentele cu tampoane mai mici și distanțe mai înguste (cum ar fi QFP-uri și CSP cu pas îngust) necesită mai puțină pastă de lipit și, prin urmare, un șablon mai subțire.
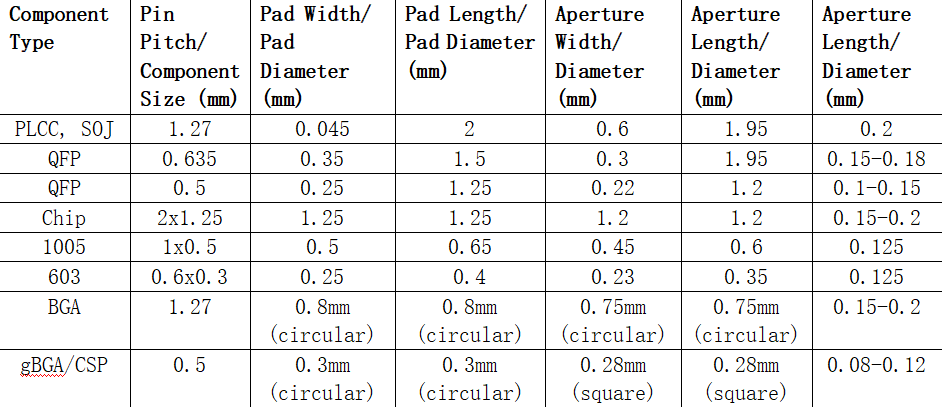
Experiența a arătat că cantitatea de pastă de lipit de pe plăcuțele componentelor SMT generale ar trebui să fie de aproximativ 0,8 mg/mm ² și 1 {49} 08} aproximativ 0,5 mg/mm ² pentru componente cu pas îngust. Prea mult poate duce cu ușurință la probleme cum ar fi consumul excesiv de lipit și formarea de punte de lipit, în timp ce prea puțin poate duce la un consum insuficient de lipit și o rezistență inadecvată la sudare. Tabelul afișat pe copertă oferă soluții de proiectare a șablonului de deschidere și șablon corespunzătoare pentru diferite componente, care pot fi folosite ca referință pentru proiectare.
Vom afla și alte cunoștințe despre șablonul PCB SMT în noua versiune.
